August-September 2013:
Porter has a vivid memory of the build of his previous boat. The lamination of the hulls with the hand-lay-up method was a sticky mess. So far we are very satisfied with the choice of vacuum infusion method for the build of this boat.
After 10 or more vacuum projects on flat panels we really got the hang of it. However applying the vacuum infusion project on a 65m² surface that is 2 meters high is a sensation on a whole different level.
After deliberations with several specialist we have made the following plan of approach for the vacuum infusion on the inside of the hulls. These are the factors that we decided upon:
- All fiberglass mats are being laminated in one turn. (above the waterline 900 grams per m², below the waterline 600+400 gram per m²)+ on the positions where the ribs (doorways) are located extra reinforcement by way of an extra 600 gram per m² fiberglass mat.
- Double major supplylines on the keel with 2 extra inlet points.
- From the keel every meter an Enka supply strip in vertical direction to enable the flow of epoxy in all directions to cover a distance of 50cm. The Enka strip does not leave any marks on the laminate.
- A vacuum hose around the topedge with 2 extra adjustable extraction points.
In closing everyone unanimously agreed: The smart thing to do is to test the vacuum first. A suggestion we agreed upon wholeheartedly.
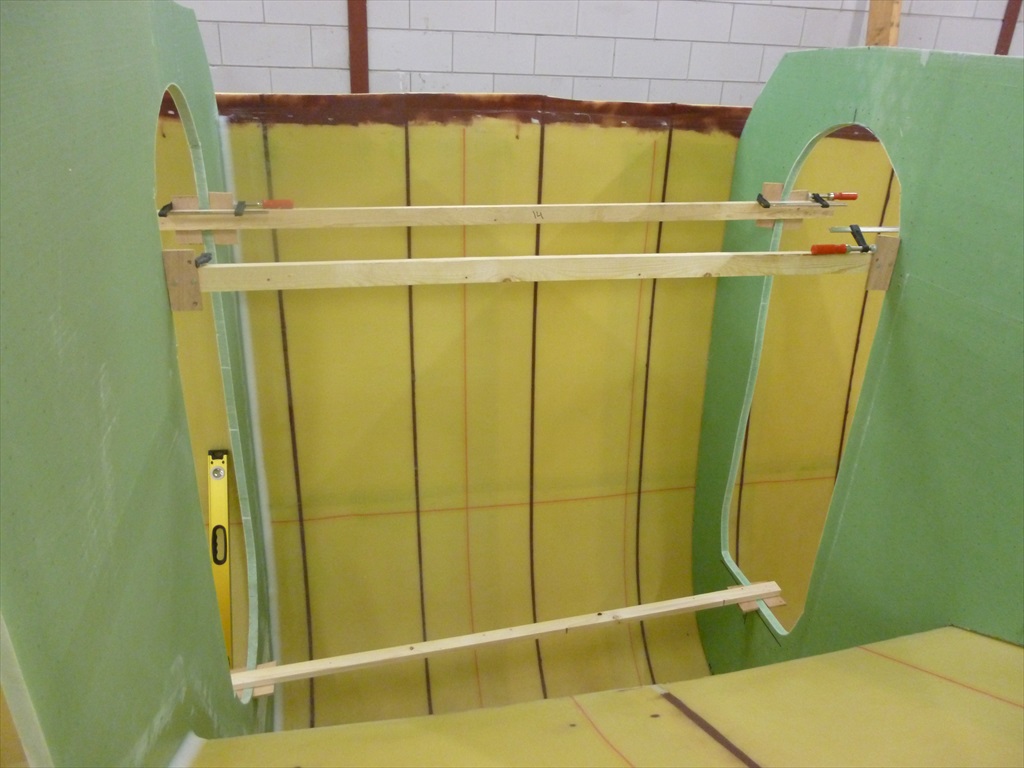
With 2 MDF plates placed in an upright position leaning against the wall we could mimic all the aspects and we saw that the chosen set up actually works.
Testing vacuum infusion in vertical way
The only uncertainty that remained was: did we succeed the packaging of the hull in the airtight vacuum bag? Did we close every seam with micro balloons?
Prevention is always better than healing so before we start first a test; the most critical point in our project is the part where the chamfer passes in to the bow. Our concerns where justified as this part had allot of leaks. With our ultrason leak detector we came to the conclusion that the attachment between the hull and the chamfer needed reinforcement.


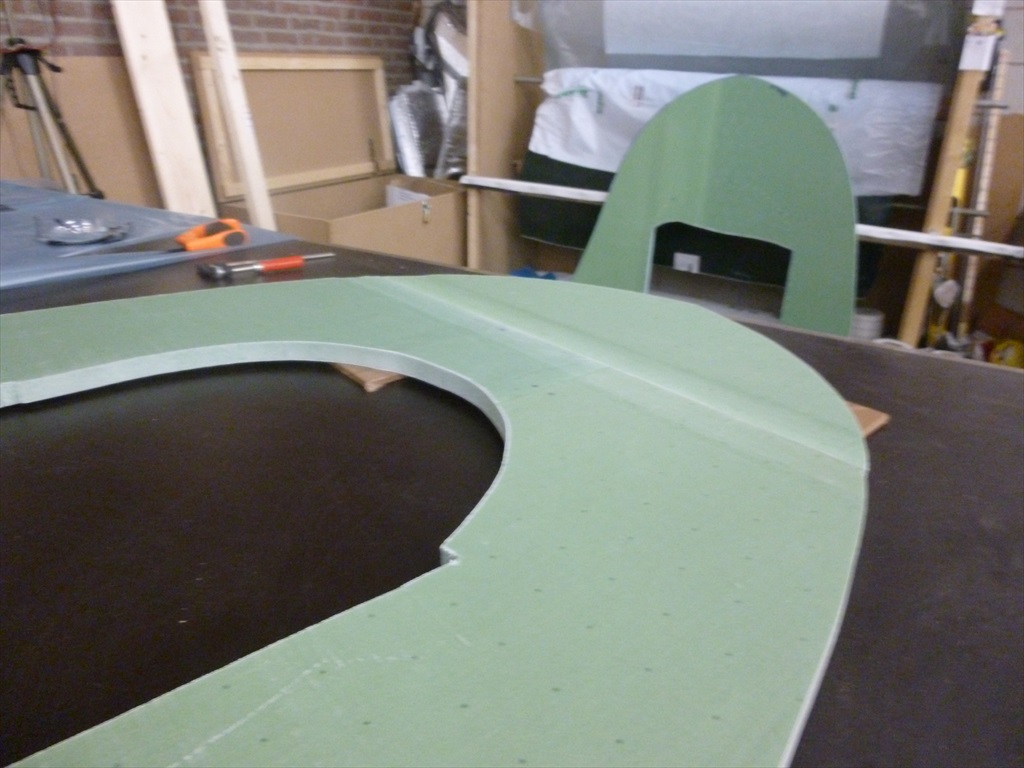
We need to add multiple layers of fiberglass mats and infusion materials. In order to reduce the risk of the materials gliding out of place, we build a walking plank in the middle of the hull.


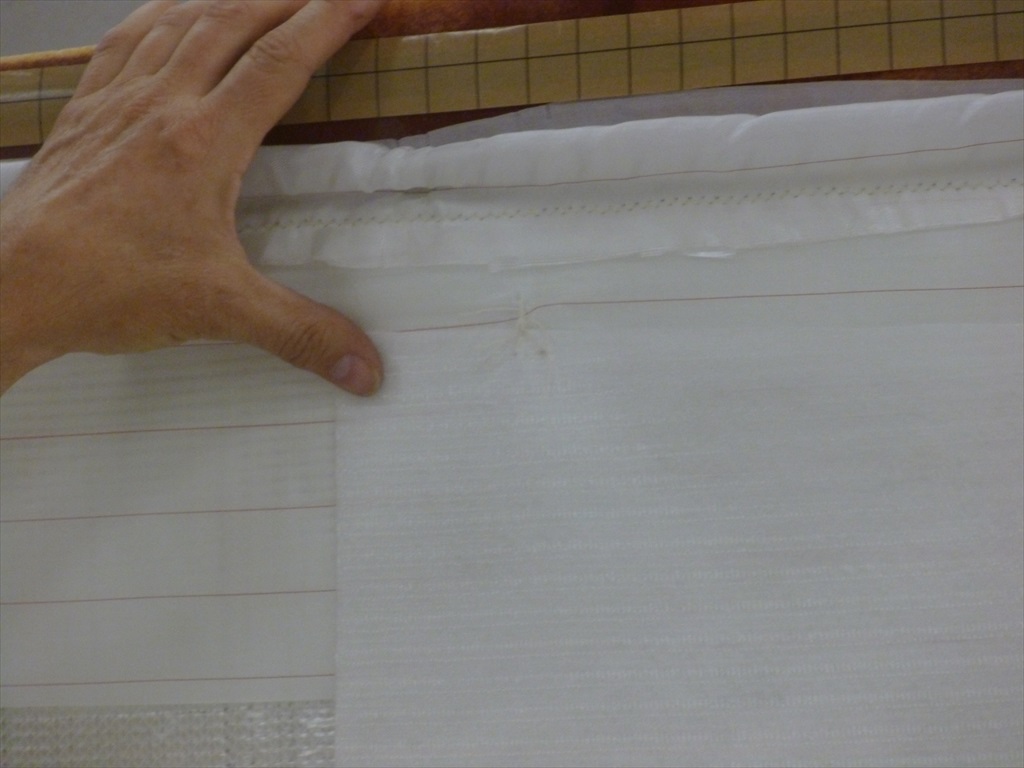
The hull is made 15cm larger then needed because then we can fix the fiberglass and the infusion material on the top part of the hull. After the hull is also wrapped on the outside of the hull we can simply cut all the extra parts off. The edge is smoothend and airtight with microballoons and epoxy coating.
Now the wrapping can commence. First we lay the fiberglass mats at the reinforcements at the trusses, after that the mats below the waterline and we staple these with plastic staples in the topedge.
The fiberglass mats underneath the waterline have a 5cm overlap and we glue it with special squirtglue. The weight that ‘pulls’ the mats and it is really quite a hassle to form it properly.
On the keel an additional overlap of 5 cm. This way the fiberglass mats have some freedom of movement and space to expand for when the vacuum is initiated.





The small part in the bow is adjusted in size in advance. The mats of the long sides also have a 5cm overlap to ensure that no loss in strength occurs.


While Porter placed the fiberglass mats, Lora prepped the vacuum infusion lines. For the main supplylines we used 2 thicker (14/17mm) spiral hoses. For the vacuum lines on the topedge we used a narrower 9/12mm hose.
By stretching the hoses first a couple of times the epoxy will flow more easily. Also now we wrap the supply lines in peelply. This ensure that the epoxy will flow easier and more evenly. In the supply line will have some residue epoxy that will now be trapped between the lines and the peelply instead of on the hull. This makes removing the supply lines and peelply much easier when the epoxy is hardend.



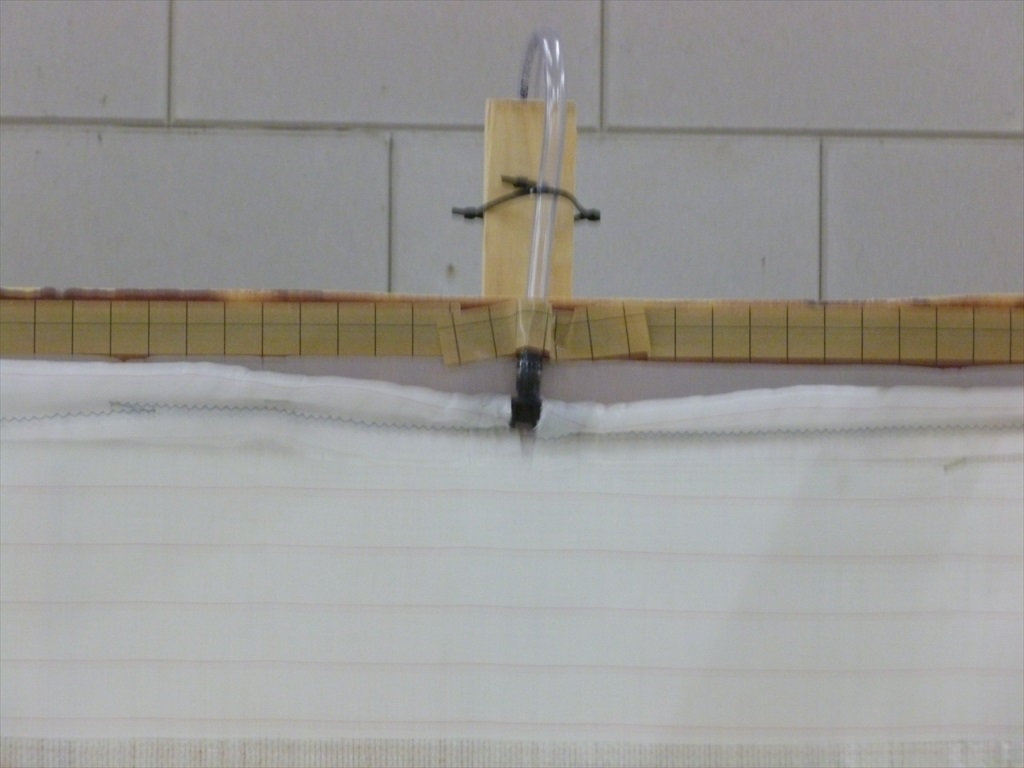
First we stick the tacky tape to the edge. The vacuumbag will be attached to the tacky tape in the end. The tacky tapis a good reference for the rest of the vacuum materials. The wrapped vacuum hose is stapled as high on the edge as possible. On several points we connect a closed supply drain that we can manage with taps.


Similar to the flat panel infusion projects we use the all-in-one Compoflex fibers serving three main purposes. First, as a flow mat which equally distributes the epoxy. Second, a release film ensuring the vacuum bag does not stick. Finally, as peelply ensuring the Compoflex is much more easy to detach without damaging the laminated fibreglass.
By applying the compoflex a few centimeters below the vacuum line, the epoxy runs slowly at the end ensuring a more equal distribution in the extraction line. The small edge of peelply underneath prevents the vacuum bag from sticking to the fibreglass.

We use the Enka lines to create a sort of fishbone to spread the epoxy on the large surfaces. Spiral lines might leave a print on the laminate; therefore we used the Enka lines.
We spread the Enka lines with approximately one-meter interspace and approximately 50 centimeters below the vacuum hose.


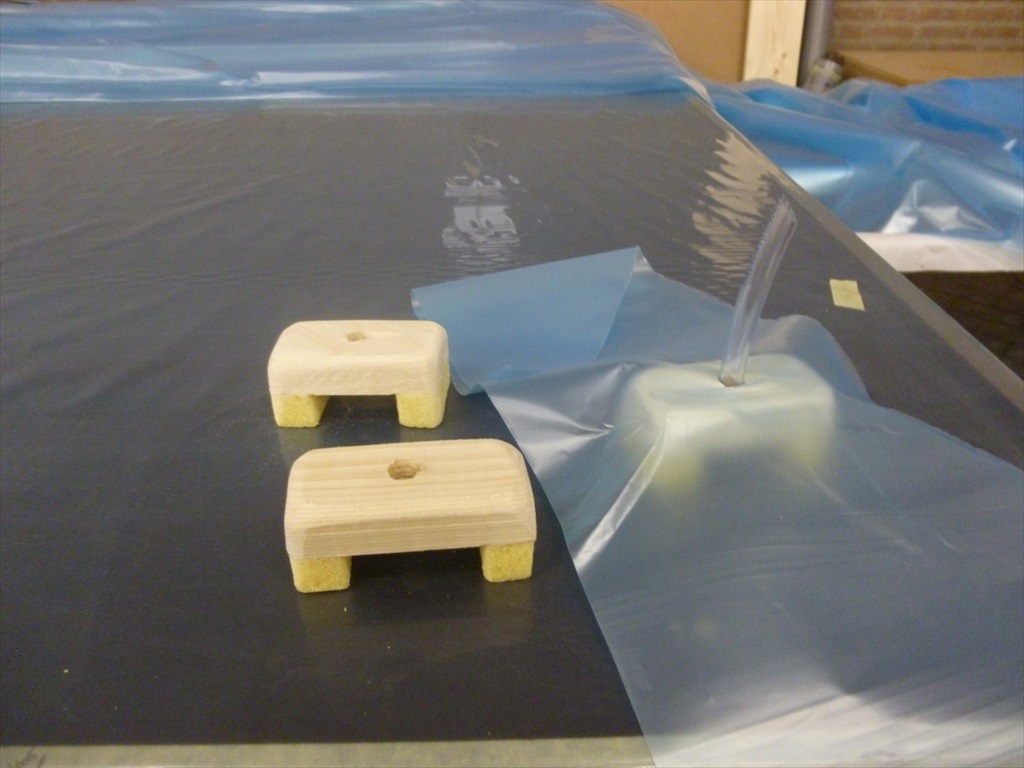
The wrapped inlet hose is on top of the keel across the opened Enka line. We created 3 inlet points. To prevent the inlet hose from shifting, we used wooden blocks and CoreCell to place over the inlet hose. Additionally, we attached the inlet hose to the compoflex with a small wire on different places.


The first inlet point is at the back of the ship. The epoxy should flow through the spiral hose towards the Enka lines and through the compoflex until everything is filled with epoxy.
The main extraction point is on top of the highest edge. As soon as the entire hull is filled with epoxy, the extraction line will fill the bucket. By placing the line upwards (more than one meter) there is eventually less epoxy in these buckets.


Applying tacky tape at the edge of the vacuum bag eases the application of the vacuum bag. We needed to wrap up the vacuum bag to place it inside the hull without damaging it or shifting the lines.
It was quite a struggle, but after taping the first bits it became more easy to tape the rest. We should really rethink our strategy for the second hull. Every 34-45 centimeters we create creases to ensure sufficient space for the bag to shape itself once the vacuum pumps are running.



Time to test our set-up.
Although we set up two pumps, only one is actually doing the job and the other serves as a back up. We use two sets of tanks to absorb the remaining epoxy. Per set we start with only one tank and change to the second once the absorbed epoxy begins to react. There is enough time to empty the first and use it as back up again.

The moment is there… will it be airtight?
As soon as all air is suctioned from the vacuum bag, we close the pump valves to check whether the vacuum % remains the same. Unfortunately, the percentage slowly drops meaning there is at least one leak.
After a few hours checking with the leak detector we found several seams in the edge of the bag and the bag itself. One small leakage was located in the excess edge of the hull and was easy to repair.


Eventually we fired up the vacuum pumps and had a minor decrease of the vacuum percentage, but within our margins. So, the moment is there, start the infusion!
With a couple of extra hands of our good friends we started dividing tasks. Pepijn took care of the main inlet tank. John and Joris regularly mixed new batches of epoxy. In this way Porter and Lora had no specific task and were able to monitor everything and assist the others when necessary.
Eventually this “exciting” moment of our project turned out to be another relaxed day. Within just two hours the entire hull was filled with epoxy.







Just after, we especially had to check the outlet tanks and empty them on time. We used light bulbs to keep a steady temperature of 23-25 degrees Celsius to enhance to gelling process of the epoxy. After six hours de first signs of “gelling” appeared and we turned home after eight hours.


Check the movie below, you’ll see how the epoxy steadily flows into the hull.
Vacuum infusion of the inside of a 51ft (15,5 mtr) hull
This Photo album shows more pictures about the vacuum infusion project of the hull. Open the first picture to read the text and scroll through all pictures.
After two days of hardening we were extremely curious for the final result. The vacuum bag was easy to remove and by bagging the entire bag we were again shocked by the size of it.


We started with disconnecting the inlet hose on the keel, after that the Compoflex with the attached Enka hose was easy to remove. They were easy to transport once folded.




In the end, we are exceedingly satisfied with the result. Although feeling the result is more fulfilling, we try to show it.
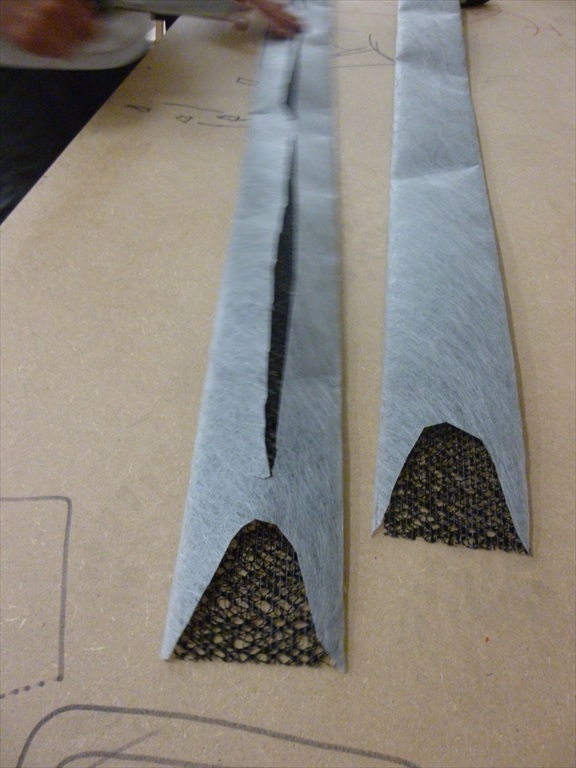
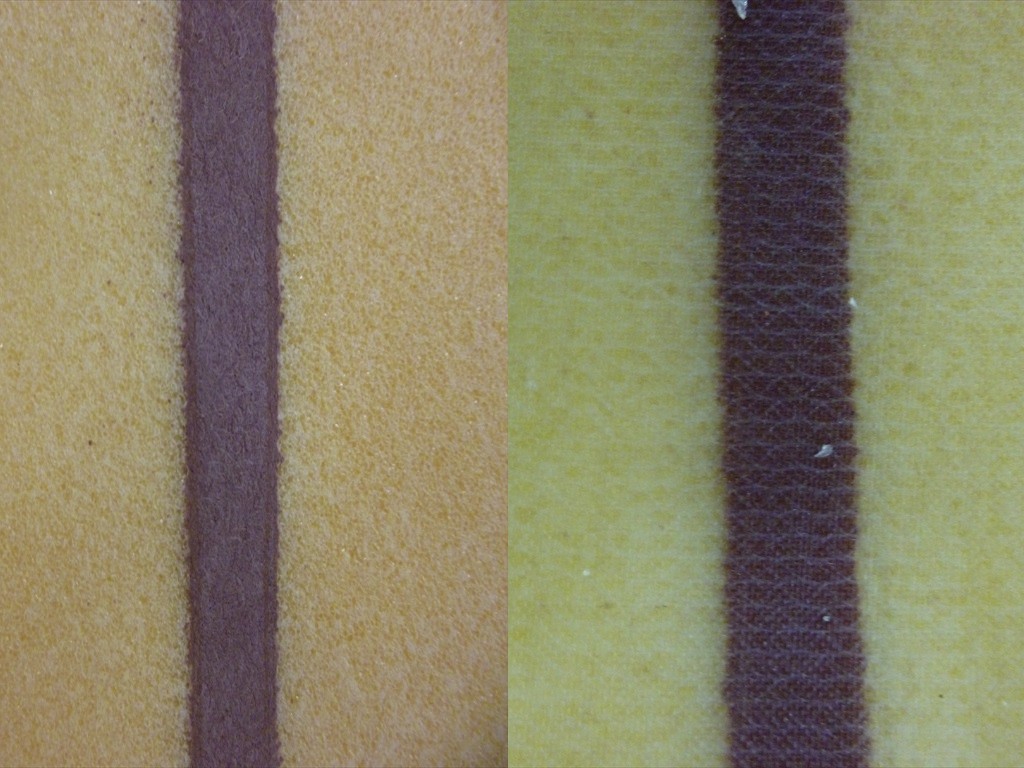
The left picture shows an untreated fragment of CoreCell, while the right picture shows a laminated (600 + 400 grams) fragment. By zooming, some small flakes of epoxy are visible.

After the portside hull we soon started with the starboard side. We only changed one method, involving the vacuum bag.
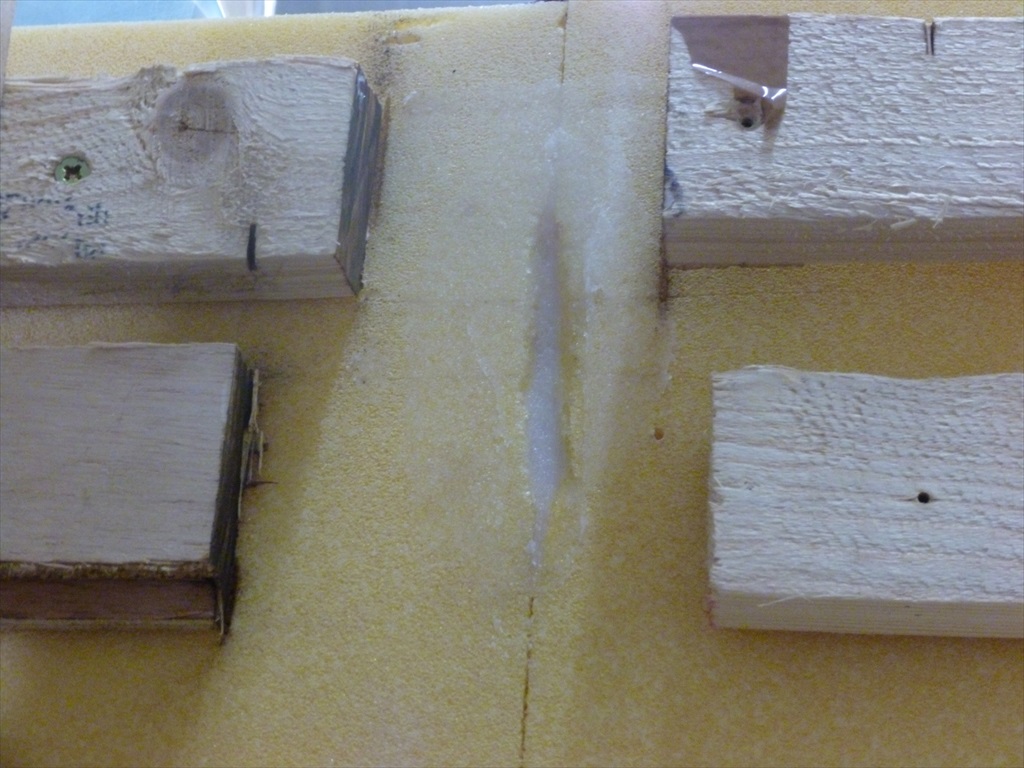
We started with placing the bag over temporary beams (protected with Compoflex waste). As soon as the bag was evenly divided over the hull, we gently pulled the beams away while the vacuum bag placed itself in a good position.


After a vacuum test, it seemed that the project was airtight at once. Well done! Again, the entire hull was laminated within two hours.
During all of our major infusion projects we create a detailed planning involving calculations for the amount of epoxy we need to prepare and the amount of epoxy that flows into the hull. There is less than a kilo epoxy discrepancy between both hulls of 65m2. We conclude that the infusion method is clean, consistent in its bonding (glass/epoxy proportion of 60%/40%), and reproducible.
On to the next stage: Creating and placing the trusses.