Which construction method?
This is probably the most important choice of all to make. Porter has already built a 12 meter Catamaran, ‘The Double Twenty’ using the Hand Lay-up method, during that build he gained a lot of first-hand knowledge and built up a lot if valuable experience which we can now use to our advantage.
At the time, the choice of self-build construction techniques was fairly limited. Today we have more to choose from including the use of foam and the vacuum infusion method.
The most important considerations for us are:
- The boat has to be a light as possible.
- We have to find the optimum Glass/Epoxy ratio to give us the strongest possible construction with the lightest possible weight.
- We have to consider the health and safety implications when working with epoxy resin.
- We have to find a way of minimizing the amount of filling and sanding down that has to be done. Sanding and filling cost time, money and weight.
The choice of construction method and materials basically go hand in hand.
After spending time researching the subject and being given some valuable tips from other self-builders, it became clear that the best solution for us was to use a foam construction and the vacuum infusion method. Foam is a material regularly used in not only boat building, but also in light aircraft, canoes and surfboards. There are many different specifications of foam, each with its’ own special set of properties. The inherently high strength and light weight make this material ideal for our boat. An added extra is that the closed cell property makes it air-tight and extremely suitable for vacuum infusion. The boat design specifies which type of foam to use in which part of the boat and therefore meet the strength criteria for CE-approval. The combination of foam, glass fibre matting and epoxy resin together determine the strength of the panels. The design decides the strength of the complete boat.


First a short comparison of three construction techniques.
Handlay-up in Red Cedar
The ‘Double Twenty’ was built using the hand lay-up method with a 15 mm Red Cedar core and Balsa wood deck and sheathed with 600 gr Biaxial glass fibre matting. After being strip planked on a jig, the hulls were sanded down, cleaned up and then sheathed with epoxy resin and glass fiber matting.



- 5 – 7 cm wide planks are glued and temporarily screwed to a jig. It was only possible to lay six or seven planks at a time because the epoxy used to seal the wood had to be left to cure overnight.
- The meters of beads between the narrow planks all had to be cleaned up and sanded.
- Numerous holes left by the temporary screws all had to be painstakingly filled and smoothed.
- Bevels were then routed into the planks to make the overlaps between the mats as smooth as possible.
- Everything had to be sanded as smooth as possible and cleaned before the sheath could be applied.
- Applying the sheathing was a challenge in itself; several days beforehand the mats had to be laid out ready, buckets stacked up ready for mixing the resin, and finding volunteers to help out. We eventually developed a system of working; Edward handed Porter the mats, Porter applied the mats and resin, removing all the free air and Martien spent the whole day mixing up batches of epoxy resin. Despite all the good work, there was still a hell of a lot of filling and sanding smooth to be done afterwards.
Nowadays the use of foam as a core is commonplace and the hand lay-up method is usually combined with vacuum infusion. This enables an optimum mix of glass fiber and resin to be used and creates a much smoother, cleaner finish.
Kit building using DuFLEX Building System.
Some designers offer boats in kit form. The DuFLEX Building System is a construction method in which all the panels are pre-machined out of composite panels and delivered ready for use. This system has the advantage of allowing construction to start fairly quickly.

This system is of course very clean and an optimum ratio of glass fibre to epoxy resin can be achieved.
You´ll save time by using a kit. Take notice that you have to reinforce a lot of panels and build the hull anyway.
Actually it´s a choice between invest in time or money.
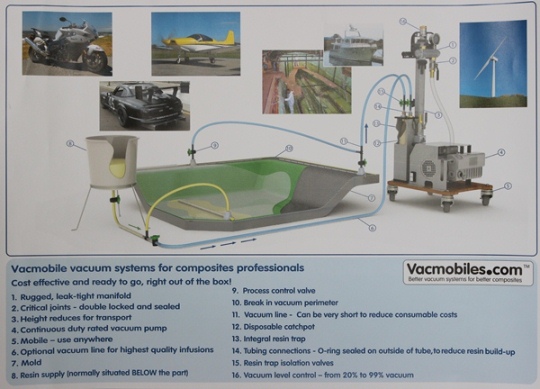
The Vacuum Infusion Method.
After a bit of research and talking to other builders, it quickly became apparent that the vacuum infusion method was the best method for us.
This methods’ benefits are:
- High quality results.
- Construction can be made in a controlled and repeatable way.
- No voids and a tightly packed lay-up.
- The epoxy remains in a closed environment, which is therefore clean and safe.
- Large objects can be moulded single handed

This method creates its own challenges:
How, using as little effort as possible, do we get the hull air tight enough for vacuum infusion?
A visit to Henny van Ootmarsum of www.fram.nl gave us the answers we needed.
These are our steps to build the boat:
- Step 1: Build a female jig for both hulls.
- Step 2: Fit longitudinal wooden batons between the frames. These will be used to shape and fasten the foam panels .
- Step 3: Lay-up the foam by thermo heating.
- Step 4: Fill the gaps between the foam panels to form an air-tight body.
- Step 5: Apply dry glass firer matting ready for vacuum infusion.
- Step 6: The moment of truth, apply the epoxy using vacuum infusion.
- Step 7: Fit floor panels, partitions and everything possible at this stage.
- Step 8: Lift the hulls off their respective jigs and rotate to the upside-down position
- Step 9: Apply dry glass fibre mats to the outside and vacuum infuse the epoxy.
- Step 10: Lift and rotate the hulls back to their original positions on their respective jigs.
Building using male and female jigs.
Both methods have their advantages and disadvantages. With the female jig we have the added advantage that we get far fewer seams between the foam panels and we are also able to infuse the epoxy resin in one go. The disadvantage is that we have to turn the hull over twice. With a total weight of approximately 250 kg per hull, turning the hulls is awkward, but possible.
Male Jigs, With a male jig, the mold is ‘inside the boat’. The foam panels are layed-up from the outside, usually in the longitudinal direction using 6-7 cm wide strips.
This is the setup that Porter used to build his first boat in 1995.
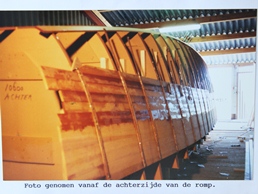
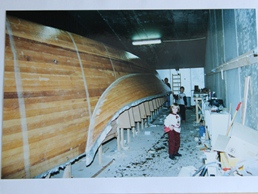
Female jigs (step 1), The jig is “outside the boat”. The foam panels are layed-up on the inside of the jig. Create a mold by fitting longitudinal batons between the frames,(step 2) these are used to shape and fasten the 40-50 cm wide foam panels.
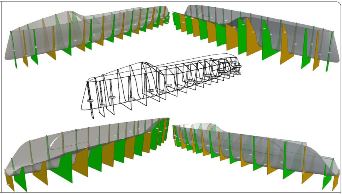

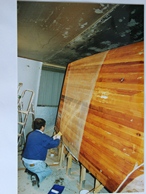
(Step 3) Fit the foam panels vertically into the jig. The panels can be thermo heating with a hot air gun and pushed into their new shape and position. The newly shaped panels can then be fixed into position by screwing them to the batons from the outside.

(Step 4) The gaps between the new fitted panels can be filled using epoxy with micro-balloons, followed by a light sanding to make a nice, smooth finish. We’ve estimated that by placing the foam panels vertically (in female jigs)instead of horizontally (in male jigs) will reduce the total seam length by approximately 1.5 km. This means less chance of air leaking during the epoxy infusion, less filling and rubbing down, less epoxy and of course, less weight.
(Step 5) Dry glass fibre matting can now be laid onto the inside of the hull. To aid in the infusion process, a temporary layer of infusion matting is laid over the top of the dry fibre glass. Before infusion starts a vacuum test will be carried out. This is where the vacuum pumps finally get to prove themselves.
(Step 6) It should take about 2-3 hours per hull before the fibre glass matting is completely saturated with epoxy resin. We will have to work continuously for those 2-3 hours to mix enough epoxy to maintain an uninterrupted supply. After saturation has been achieved the vacuum pumps will have to maintain a vacuum for a further 24 hours until the epoxy has completely hardened.
To get a better idea of how vacuum infusion works, we set up and filmed a simple demonstration on our kitchen table.
(Step 7) Before turning the hulls (step 8), we’ll use the opportunity and the unrestricted access to fit as many permanent fixtures as possible. These will include flooring and partitions, basically everything possible at this stage. These will also provide the hulls with a little bit of extra rigidity when being turned.
Follow our progress