October-November 2013
After turning the hull we can start preparing the vacuum infusion for the outside of the hull. This should proceed much faster, as we don’t need any tests since the fiberglass on the inside make the hull airtight. We also know that the size of such a vacuum infusion project is no issue.
Fairing the foam hull
First, we roughly shape the bow and remove the edges with a jigsaw. Then, we fine-tune the shape of the bow with an eccentric sander.



Although the foam panels were well shaped, there were a few small height differences in the panels. Therefore, we created a batten with sandpaper out of 9 mm multiplex of approximately 1.20 meters. Double-sided tape keeps the sandpaper in place while the bar is firm enough to avoid dents in the foam and flexible enough to follow different shapes of the hull.
Within just a few hours the 65m2 foam hull is as smooth as it gets.



All fiberglass is again placed longitudinally and overlaps just above the water line. The bottom part contains 1400 grams (800 + 600) and the upper part contains 1250 grams (850 + 400). This results in 2650 grams of fiberglass at the overlapping section. By drawing the exact position of the overlap and milling a 1 mm band, it will be easier to place the fiberglass on exactly the right position avoiding additional filling.


The keel is always subjected to imperfections during thermoforming, but the shape of the foam is still easily improved with the eccentric sander.



The seam with the chamfer panel is firmly glued before the infusion of the hull on the inside was started. Whilst the mould is removed, it becomes easier to optimise the glue line on the chamfer panel. Though, it still requires improvising.


Preventing epoxy runners
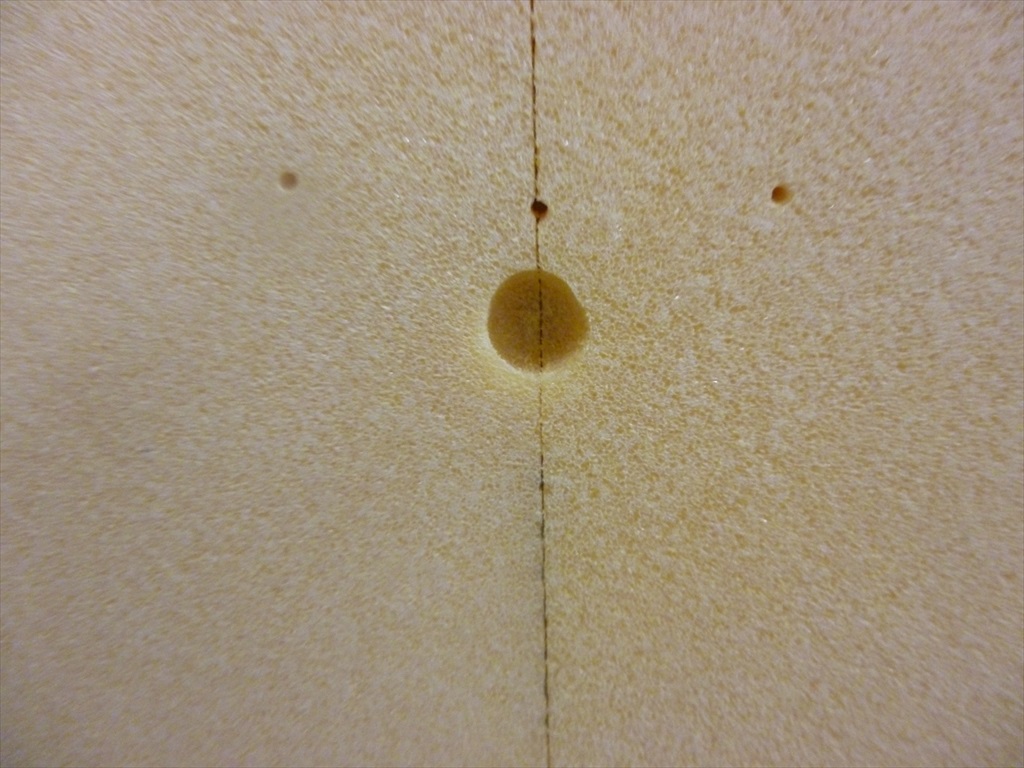
As we ensured an airtight hull during the infusion of the inside by filling all seams with micro balloons, there is no need to check this again. During the infusion of the outside all seams and holes will fill automatically with epoxy, which will run faster through these seams and holes causing “runners”. Runners will cause waste and are likely to cause air inclusions. However, by simply putting “stops” out of micro balloons at various positions, we can prevent this from happening.
By using a piece of waste to set the height of our miller, the holes will be large enough and we won’t be able to mill through the fiberglass on the inside. We can now fill the holes with micro balloons and create our “stops”. Seams at the bow are a little wider so we didn’t need to mill these.




The top of the hull (currently at the bottom) is still approximately 15 cm too high so we can stick all required infusion materials on it. We also used this space during the laminating process on the inside of the hull. Therefore, there is no fiberglass on the inside of the hull meaning there is a risk of air leakage. We eliminated this risk by gently milling a small opening and filled it with micro balloons.



Applying fiberglass and infusion materials
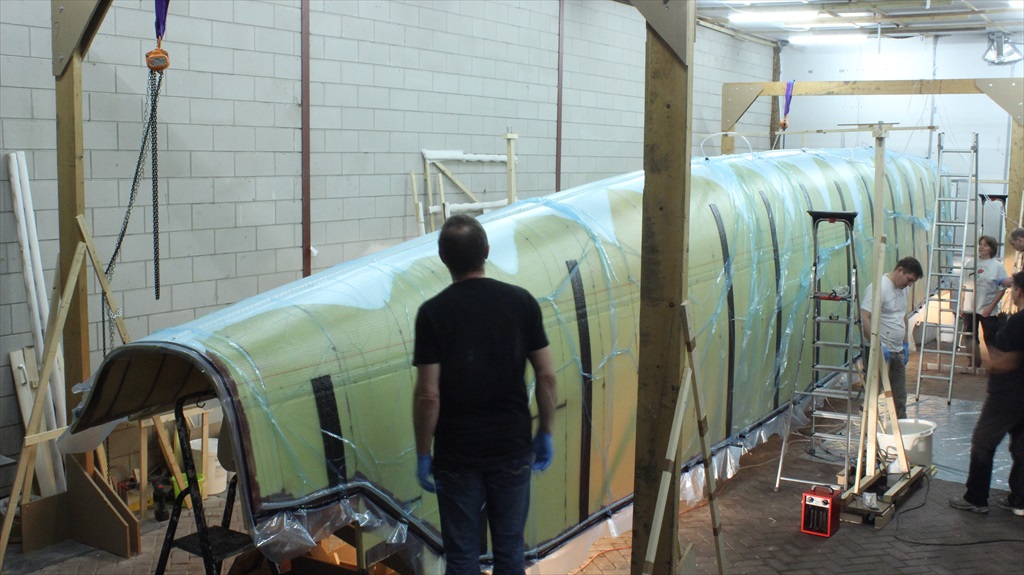
After we were sure the hull was airtight, we started wrapping the hull in fiberglass.
We started with the thickest mats (850 and 800 grams) and finished with the thinner mats (600 and 400 grams) which have a finer structure and are applied at the outside. We were satisfied with our 1 mm milling band as it provides good reference to where to place the mats. We tailored and stitched the first mats on the keel (overlapping at least 5 cm).



Once again, we needed both hands and feet to apply the layer above the water line (see below), motivating us to create a smart tool. A small transport “vehicle” including a pipe and a few bars was all we needed to get the job done.


Whilst Porter was applying the fiberglass and complex Lora prepared the vacuum lines. A thick spiral hose (14/17 mm) wrapped in peelply along the bottom is used as main inlet hose. All Enka hoses are again vertically applied with 1-meter interspace. Two thick spiral hoses on top of the keel are used as (drain) hose. And again, we cut the Enka hoses on the backside to ensure a steady drain of epoxy.
Well, then there are always the easy and hard bits to stitch.



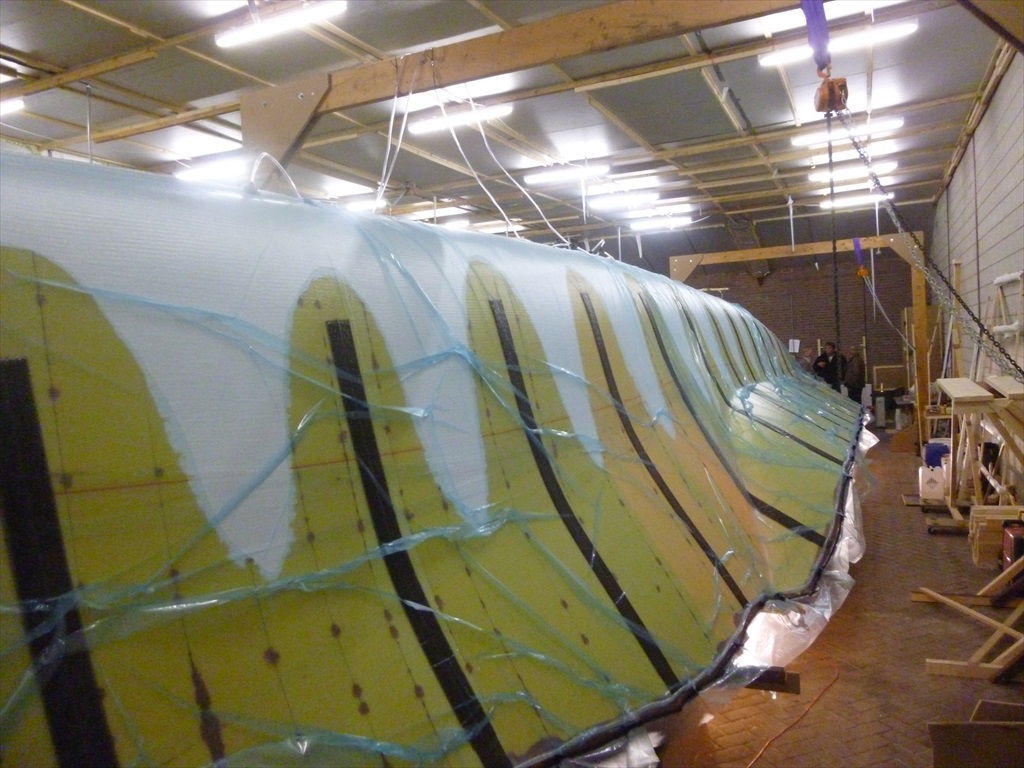
We needed a few thoughts to determine how we were going to unroll the vacuum bag (6 mtr / 20 mtr) as easy as possible without forming small holes or shifting the infusion materials.
Eventually we created two mobile frames holding the vacuum bag, so we were able to gently unroll and apply the bag from the front to the back.


Applying the vacuum bag on the outside of the hull is much easier than on the inside, as the vacuum bag is now hanging over the hull and doesn’t stick to the edges. Not having to balance on our homemade gangway is also an advantage.
The tacky tape is now only applied around the hull and to all spots where creases are made in the vacuum bag, opposite to the inside of the hull where the tacky tape was applied around the entire vacuum bag.


Vacuum test
Still, it remains a precise job. When you have to tape nearly 30 meters including all necessary creases, a small mistake is no surprise.
By starting the vacuum pumps it was time for the first vacuum test, to see if everything is airtight. As soon as all air is out and everything is 100% vacuum, we closed the valves on the vacuum pumps. If all is well, the vacuum % should not change. Unfortunately, after 10 minutes the vacuum % slowly reduced.
Together with the air leak tester we followed the main tape edges and found two small holes we sealed. We found a small part of a seam on the inside without fiberglass, but fortunately we were able to seal the entire hull.
At the same time our regular side kicks, Pepijn and Joris, during these larger projects arrived. Additionally, Roland and Rudi showed up to help as well.
The vacuum infusion
The first batches of epoxy are mixed and the inlet hoses are secured to the bucket of epoxy. All four inlet hoses (two on each side) are still closed with clamps, resulting in small air bubbles between to opening of the hose and the clamps. One by one we filled all four hoses until approximately 5 cm below the hull (by opening / closing the clamps). In this way, all air is suctioned from each hose and will all four hoses start at the same level.


By opening all four clamps, the infusion project starts.
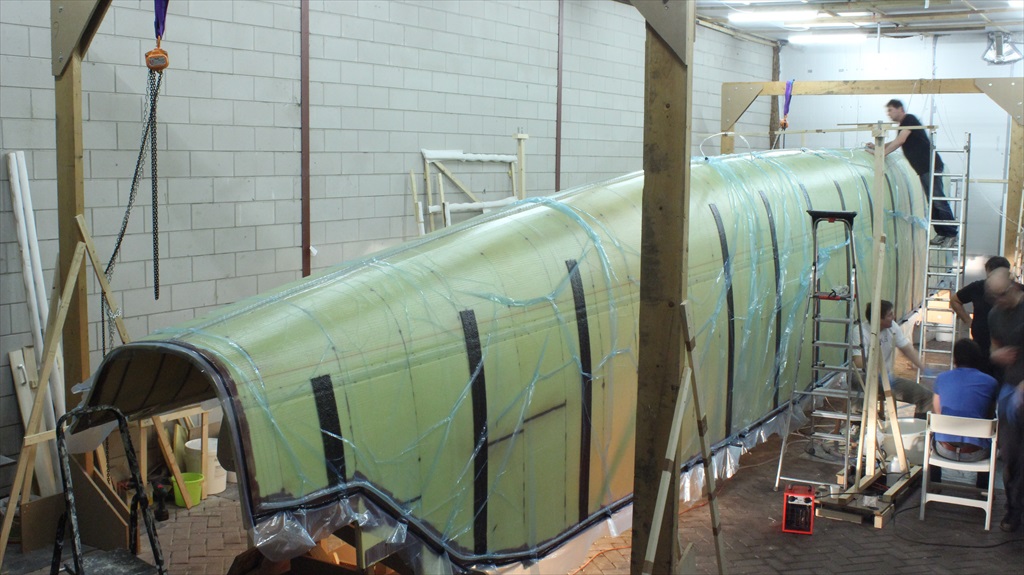
The lower inlet hose fills first and spreads the epoxy through the compoflex (white) and the vertical enka hoses (grey). Due to the rough core of the enka hose there is less resistance, which lets the epoxy run faster through the hose. In this way, the epoxy runs to the top from three different directions. The light grey enka hose turns more dark when epoxy flows through, where the white compoflex hose turns transparent and shows the yellow foam when epoxy runs through.




The other side of the hull is also making good progress.




The so-called “runners” are now clearly visible and are stopped by the micro balloons we created before. These micro balloons make sure that the epoxy only continues whenever the entire surface is at the same level.

At first, it looks like one side reaches the vacuum hose before the other, but when you look closer at the end of the project you can see it levels.
The final stages of the infusion always take longer, as the resistance between the inlet and vacuum hose turns bigger. Look closely, and you’ll see the team relax.



Altogether it took little over 2 hours to laminate the entire 65m2. Around 14:00 only Lora and Porter were left in the shed and started looking for the first signs of success. At 19:00 the epoxy was transforming into gel and we were confident enough to go home and get something to eat. Of course, we went back for two small checks at 23:00 and 02:00, and eventually switched off the pumps at 09:00 (indeed, we set the alarm).
The vacuum infusion result
The next three days, we spent outside the shed and gave our hull some time to harden (we needed some time as well).
Viewing the final result with our own eyes eventually gave us some rest. Although it’s hard to get this feeling on photo, we are still very proud with the result.

Vacuum infusion of the outside of the 51ft (15,5 mtr) hull
On to the next stage: sanding and filling.